
Изготовление нестандартных звёздочек для деревообрабатывающего предприятия: кейс выполнения заказа по чертежам клиента

В современном производстве нередко возникают ситуации, когда стандартные комплектующие попросту не подходят для конкретного оборудования. Особенно остро эта проблема стоит в деревообрабатывающей отрасли, где машины и станки могут работать десятилетиями, а найти подходящие запасные части для устаревших или уникальных механизмов бывает крайне сложно. Именно с такой задачей к нам обратился один из наших клиентов - предприятие, специализирующееся на деревообработке.
С чем пришёл клиент
Заказчик эксплуатирует специализированное оборудование для деревообработки, в котором используются цепные приводы с нестандартными параметрами. В ходе планового обслуживания и подготовки к следующему производственному циклу возникла необходимость в замене приводных звёздочек. Однако приобрести готовые изделия с нужными характеристиками на открытом рынке не представлялось возможным - ни у отечественных, ни у зарубежных поставщиков не нашлось подходящих позиций.
Клиент обратился к нам с готовыми конструкторскими документами и чёткими техническими требованиями. Задача была сформулирована однозначно: изготовить звёздочки строго по предоставленным чертежам, обеспечив соответствие всем геометрическим и прочностным параметрам.
Технические характеристики изделий
В рамках данного заказа требовалось изготовить два типа звёздочек.
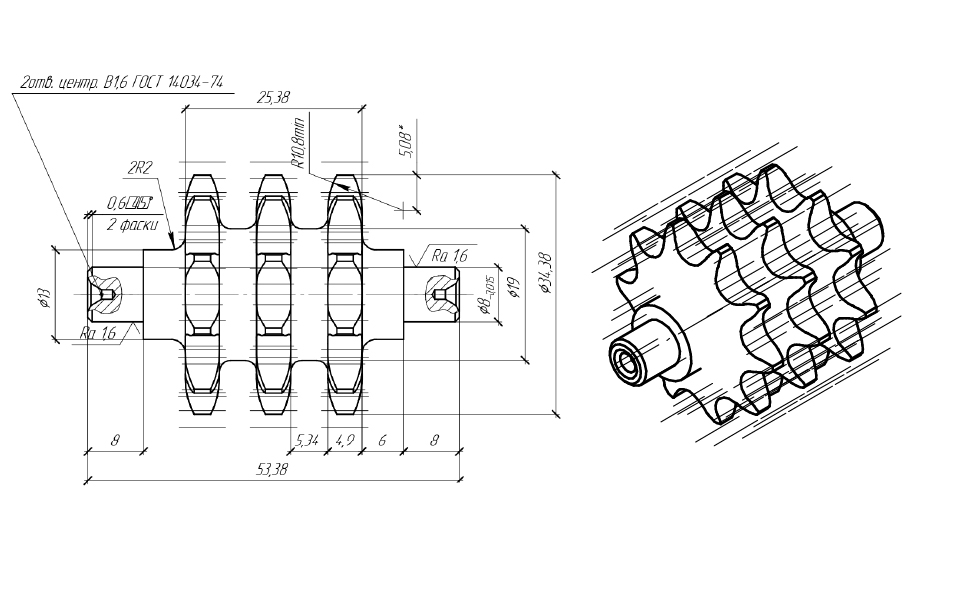
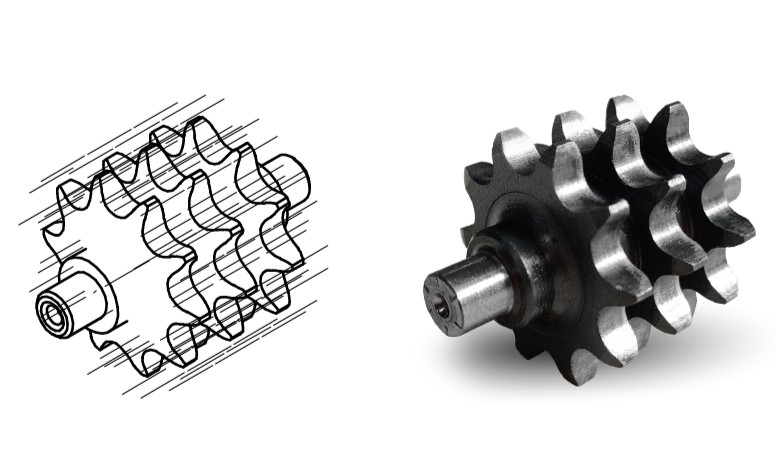
Первое изделие - Звёздочка 06B-3, шаг цепи 9,525×5,72 мм (3/8×7/32 дюйма), число зубьев Z=10. Изготавливалась по чертежу ГФК.838900001.001. Это так называемая нижняя звёздочка, выполняющая в механизме роль ведомого элемента цепной передачи. Трёхрядное исполнение (индекс «-3» в обозначении) говорит о повышенной нагрузочной способности узла: тройная цепь применяется там, где требуется передача значительного крутящего момента при компактных габаритах.
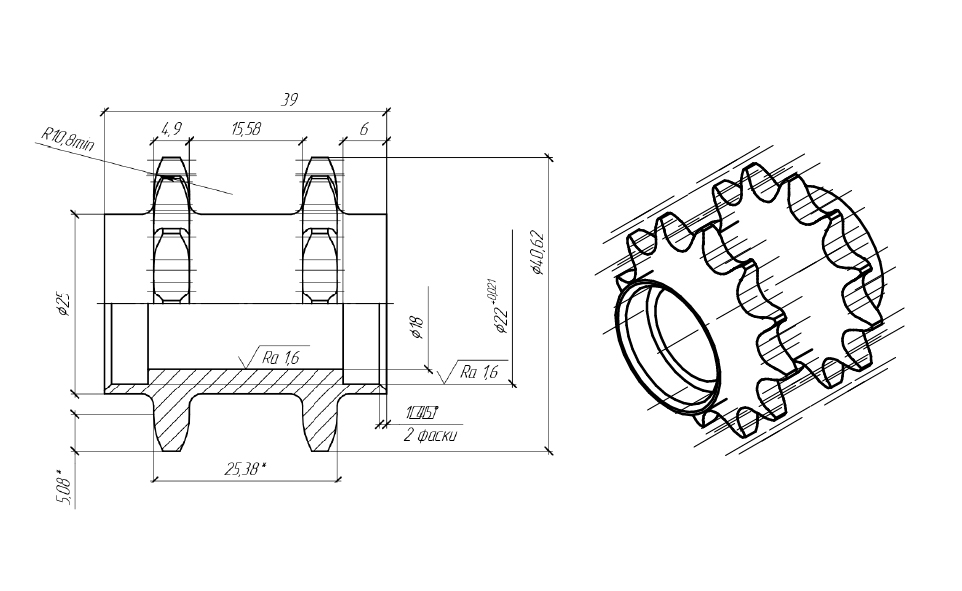
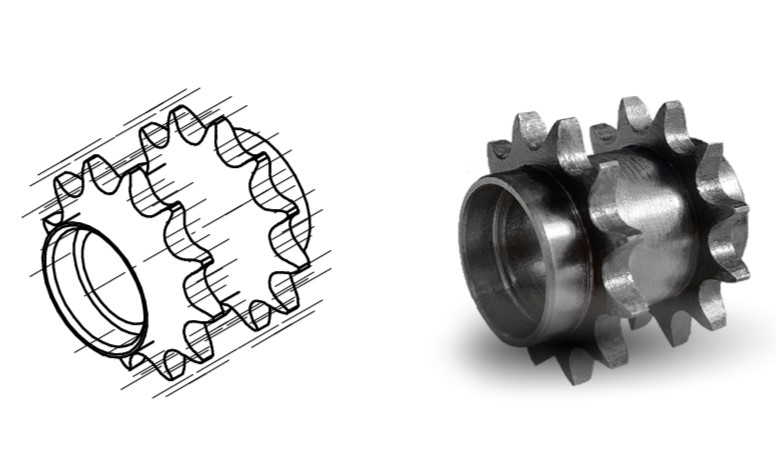
Второе изделие - Звёздочка 06B-2, шаг цепи 9,525×5,72 мм (3/8×7/32 дюйма), число зубьев Z=12. Изготавливалась по чертежу ГФК.838800001.002. Двухрядное исполнение («-2») обеспечивает необходимое соотношение нагрузочной способности и массы. Число зубьев Z=12 в паре с нижней звёздочкой Z=10 формирует передаточное отношение, рассчитанное под конкретный технологический режим станка.
Обе звёздочки выполнены под стандарт цепи серии 06B по ISO 606. Это британский типоразмер с шагом 9,525 мм, широко используемый в промышленном оборудовании европейского и азиатского производства.
Анализ чертежей и подготовка производства
Получив конструкторскую документацию, наши специалисты приступили к её детальному изучению. Чертежи содержали все необходимые данные: профиль зуба, допуски на ключевые размеры, требования к шероховатости рабочих поверхностей, материал заготовки и термическую обработку.
На этапе технологической подготовки были решены следующие задачи:
-
Выбор материала. Исходя из условий эксплуатации (деревообрабатывающее производство предполагает запылённость, возможное попадание влаги и абразивных частиц), был выбран материал с необходимыми характеристиками по твёрдости и износостойкости в строгом соответствии с требованиями чертежа.
-
Разработка маршрута обработки. Для каждого типа звёздочек был составлен индивидуальный технологический маршрут, включающий токарную обработку заготовки, зубофрезерование, при необходимости - термообработку и финишные операции.
-
Настройка оборудования. Профиль зуба звёздочек серии 06B имеет свои особенности, и точное воспроизведение геометрии зубьев - критически важная задача. Использовались специализированные фрезы под данный шаг цепи с контролем размеров на каждом этапе.
-
Входной и операционный контроль. На всех стадиях производства осуществлялся контроль геометрических параметров. Особое внимание уделялось шагу, профилю и симметрии зубьев, посадочному отверстию и торцевому биению.
Производство и сроки
Общий объём заказа составил 100 штук каждого вида - итого 200 изделий. Для нестандартных звёздочек, изготавливаемых по индивидуальной документации, это серийный заказ, требующий как технологической отработки на первых образцах, так и обеспечения стабильности качества на протяжении всей серии.
Срок выполнения заказа составил 14 недель. Этот период включал:
-
Изучение и согласование конструкторской документации;
-
Технологическую подготовку производства - разработку маршрутов, подбор инструмента, наладку оборудования;
-
Изготовление установочной партии и её проверку;
-
Серийное производство основного объёма;
-
Финальный контроль и упаковку готовой продукции.
Четырнадцать недель - это реалистичный и ответственный срок для подобного заказа. Мы не стремимся искусственно сокращать сроки в ущерб качеству: нестандартные изделия, изготавливаемые впервые по новой документации, требуют тщательной отработки на каждом этапе.
Контроль качества готовой продукции
Перед отгрузкой все изделия прошли финальную приёмку. Проверялось соответствие чертёжным размерам, качество поверхностей зубьев, отсутствие заусенцев, трещин и иных дефектов. Партия была укомплектована сопроводительной документацией.
Клиент получил готовые звёздочки в оговорённые сроки, в полном объёме и с подтверждёнными характеристиками.
Почему это важно для производственных предприятий
История этого заказа наглядный пример того, с чем регулярно сталкиваются промышленные предприятия, эксплуатирующие специализированное или устаревшее оборудование. Когда нужная деталь снята с производства или никогда не выпускалась серийно, единственный выход - это изготовление по чертежам.
Наличие надёжного партнёра, способного взяться за такую работу, для производственника - это не просто удобство, это вопрос бесперебойной работы всего предприятия. Простой оборудования из-за отсутствия одной звёздочки может обойтись значительно дороже, чем стоимость всей партии нестандартных деталей.
Мы принимаем заказы на изготовление нестандартных звёздочек, шестерён, шкивов и других элементов приводных систем по чертежам заказчика. Если у вас есть конструкторская документация - мы готовы её рассмотреть и предложить оптимальные условия производства.





